國際標(biāo)準(zhǔn)(ISO9606-1)焊工考試項目制定解析
國際標(biāo)準(zhǔn)(ISO9606-1)焊工考試項目制定解析

摘要:依據(jù)鋼的熔化焊焊工考試標(biāo)準(zhǔn)ISO9606-1(2017),解析如何制定焊工考試項目,旨在幫助企業(yè)正確解讀ISO 9606-1標(biāo)準(zhǔn)并制定合理的焊工考試項目,從而滿足企業(yè)焊接體系認(rèn)證對人員資質(zhì)的要求。從焊工考試標(biāo)準(zhǔn)的選擇、焊接方法的選擇、試件的類型的考慮、焊縫類型、母材及焊接填充材料的覆蓋范圍、對接焊縫熔覆金屬厚度覆蓋范圍、角接焊縫材料厚度的覆蓋范圍、管子外直徑覆蓋范圍、焊接位置的考慮以及焊縫的細(xì)節(jié)等方面進(jìn)行綜合細(xì)致的分析,并結(jié)合具體實例,企業(yè)焊接相關(guān)負(fù)責(zé)人員可以根據(jù)具體分析結(jié)果選擇合理且正確的焊工考試項目,以達(dá)到最佳的經(jīng)濟性。
關(guān)鍵詞:國際標(biāo)準(zhǔn)ISO9606-1;焊工資質(zhì)考試;項目制定
0 前言
隨著國際經(jīng)濟技術(shù)一體化的迅速發(fā)展,經(jīng)濟全球化成為大趨勢,各行各業(yè)越來越需要專業(yè)知識、技能水平達(dá)到標(biāo)準(zhǔn)化和國際化的技能人才,而焊接作為制造業(yè)中非常重要的環(huán)節(jié),國際化焊接技能人才在各個以焊接為主的制造業(yè)中起到了舉足輕重的地位,培養(yǎng)造就一批符合現(xiàn)代化制造業(yè)所需的、具有國際化資質(zhì)的技能人才成為企業(yè)進(jìn)軍國際市場、參與國際市場競爭的重要戰(zhàn)略舉措。對于具有國際化資質(zhì)認(rèn)證的企業(yè),如焊接體系認(rèn)證ISO3834-2《金屬材料熔化焊焊接質(zhì)量要求——完整質(zhì)量要求》規(guī)定其焊工需持有ISO9606焊工資質(zhì)證書,而焊工考試的項目制定也尤為重要,如當(dāng)依據(jù)ISO9606-1(2017)[1]《金屬材料熔化焊焊工考試標(biāo)準(zhǔn)——鋼》制定焊工考試項目時需要根據(jù)產(chǎn)品類型特點綜合考慮眾多因素,如焊接方法、填充材料種類、材料厚度、焊接位置、焊縫細(xì)節(jié)等多項因素,如果考慮欠缺則可能導(dǎo)致考試項目不足而未滿足項目要求,進(jìn)而導(dǎo)致焊工處于無資質(zhì)工作狀態(tài),或者可能導(dǎo)致考試項目過多進(jìn)而對企業(yè)造成不必要的浪費。
1 ISO9606-1焊工資質(zhì)證書示例
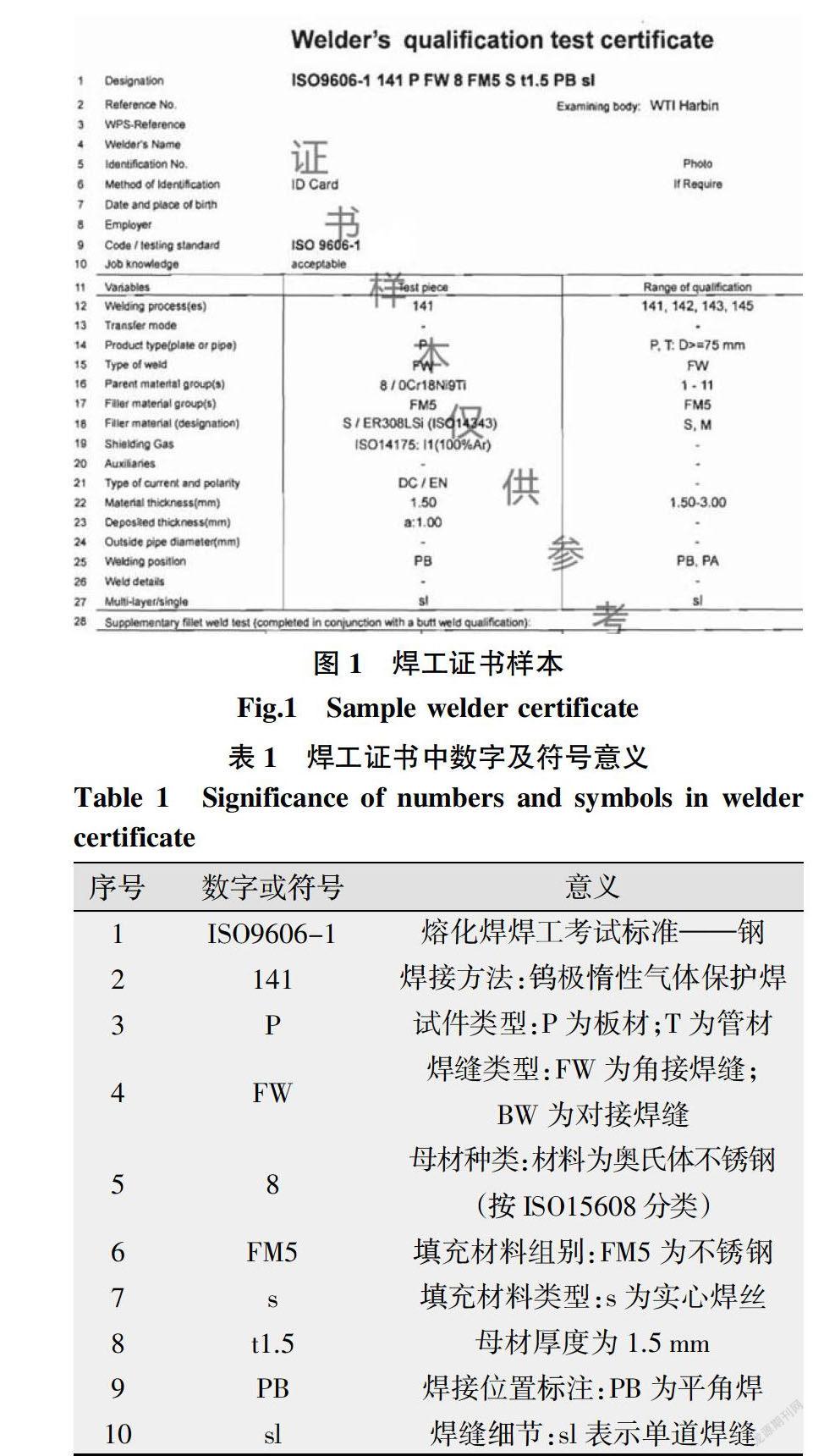
焊工按照既定項目進(jìn)行考試,考試合格后將會頒發(fā)對應(yīng)項目的焊工資質(zhì)證書,如圖1所示,了解證書中的數(shù)字和符號所代表的意義有助于企業(yè)負(fù)責(zé)人掌握內(nèi)部焊工資質(zhì)范圍,若增加新項目時可以在現(xiàn)有資質(zhì)基礎(chǔ)上合理的選擇增加新的資質(zhì),證書中的數(shù)字及符號意義如表1所示(表中未出現(xiàn)的數(shù)字和符號可查標(biāo)準(zhǔn)原文)。
2 焊工考試項目制定
制定焊工考試項目時,需要根據(jù)企業(yè)產(chǎn)品的材料種類、焊接方法種類、焊接接頭的類型、填充材料種類、焊材類型、母材厚度、焊接位置以及焊縫細(xì)節(jié)等因素進(jìn)行綜合考慮,考慮宗旨是適合企業(yè)而不是追求最全的覆蓋,現(xiàn)以表1中的示例序號順序一一進(jìn)行解讀。
2.1 焊工考試標(biāo)準(zhǔn)的選擇
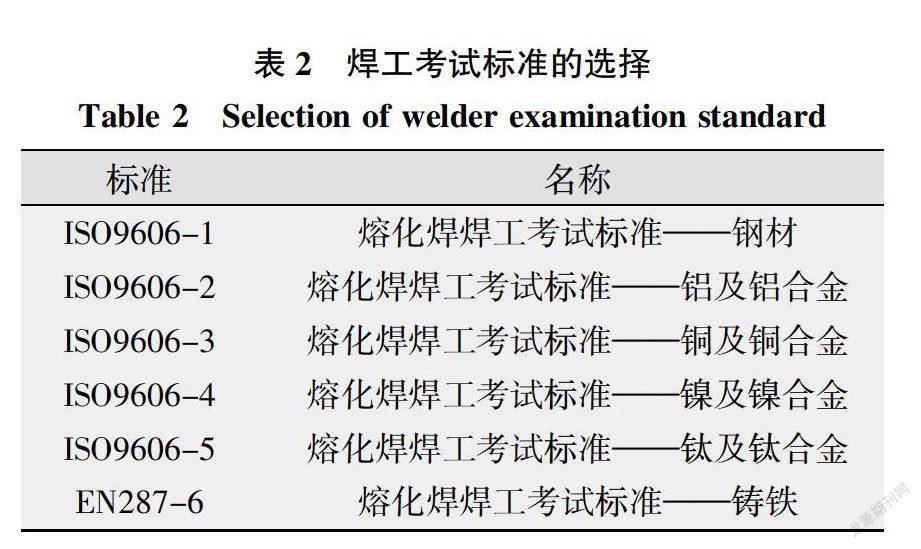
熔化焊焊工考試標(biāo)準(zhǔn)的選擇主要是依據(jù)母材材料的種類而定,不同大類的材料依據(jù)不同的考試標(biāo)準(zhǔn)來執(zhí)行,如鋼材的熔化焊焊工考試標(biāo)準(zhǔn)是依據(jù)ISO9606-1執(zhí)行。由于不同的標(biāo)準(zhǔn)中所涉及的覆蓋范圍和考試要求是不一樣的,所以在最初考慮選擇哪個標(biāo)準(zhǔn)來制定焊工考試項目成為關(guān)鍵,焊工考試標(biāo)準(zhǔn)的選擇如表2所示。
2.2 焊接方法的選擇
ISO9606-1所涉及的焊接工藝方法包括手工和半機械化焊接的熔化焊方法,本標(biāo)準(zhǔn)不適用于全機械化或自動化焊接方法,全機械化或自動化焊接方法的焊工考試按照ISO14732標(biāo)準(zhǔn)執(zhí)行。
針對ISO9606-1標(biāo)準(zhǔn),通常每項考試一般只認(rèn)可一種焊接方法,改變焊接方法需要進(jìn)行新的考試,但以下情況除外:
(1)將熔化極活性氣體保護(hù)焊實心焊絲(135)更改為熔化極活性氣體保護(hù)焊金屬粉芯焊絲(138)(或反之),不要求新的考試,詳見標(biāo)準(zhǔn)第5.6條款中的表5。
(2)將實心焊絲埋弧焊(121)改為藥芯焊絲埋弧焊(125)(或反之),不要求新的考試。
(3)實心焊絲鎢極惰性氣體保護(hù)焊(141)、藥芯焊絲鎢極惰性氣體保護(hù)焊(143)或還原氣體和實心填充材料鎢極惰性氣體保護(hù)焊(145)認(rèn)可焊接方法141、鎢極惰性氣體保護(hù)焊(自熔)142、143或145,但142只認(rèn)可142。
如圖1所示的焊工資質(zhì)證書中,焊工取得141焊工資質(zhì)時,當(dāng)企業(yè)有鎢極惰性氣體保護(hù)焊(自熔)142的產(chǎn)品需要進(jìn)行焊接時,焊工不需要再取得142資質(zhì)證書,這主要從操作難度方面進(jìn)行考慮,因為普遍認(rèn)為141的操作難度要高于自熔的142焊接方法,也就是標(biāo)準(zhǔn)中5.6條款所說的帶填充材料的焊接認(rèn)可不帶填充材料的焊接,反之則不行;情況(2)提到的焊接方法121和125并非通常所指的埋弧自動焊,而是指半機械化焊接——在焊接過程中焊絲是自動送進(jìn)的,焊槍的移動和工件的送進(jìn)都是依靠手工來完成的;對于情況(1)中涉及的內(nèi)容在老標(biāo)準(zhǔn)EN287-1中規(guī)定焊接方法135和熔化極活性氣體保護(hù)焊非金屬粉芯焊絲(136)可以互相認(rèn)可,而新標(biāo)準(zhǔn)中則進(jìn)行了變化,主要是考慮到135和138焊接方法均是采用氣體進(jìn)行保護(hù),且都屬于明弧焊接,焊接操作控制上基本一致,焊縫外觀也比較相似,而136焊接方法則是屬于氣渣聯(lián)合保護(hù)。
2.3 試件類型
該標(biāo)準(zhǔn)所涉及的試件類型有板材與板材的連接、管材與管材的連接、管材與板材的連接或其他類型的產(chǎn)品形式等。企業(yè)應(yīng)根據(jù)產(chǎn)品實際類型及尺寸考慮以下3項準(zhǔn)則:
(1)外徑D>25 mm的管子上的焊縫認(rèn)可板子上的焊縫。
(2)板子上的焊縫認(rèn)可固定外徑D≥500 mm的管子上的焊縫。
(3)對于焊接位置PA、PB、PC和PD,板子上的焊縫認(rèn)可旋轉(zhuǎn)外徑D≥75 mm的管子上的焊縫。
上述3項準(zhǔn)則主要是從管子直徑角度考慮,一般認(rèn)為管子直徑越大、弧度越大時,焊接難度減小,相當(dāng)于在平面進(jìn)行焊接,如常見的風(fēng)力發(fā)電塔筒的直徑通常都較大,可以達(dá)到幾米,塔筒在拼接時可以把它看作板材,在焊工考試時通常選擇板材來進(jìn)行考試而不選擇管材。
2.4 焊縫種類
ISO9606-1標(biāo)準(zhǔn)中涉及的焊縫種類包括對接焊縫及角接焊縫(包括搭接及端接焊縫),覆蓋范圍依據(jù)下列準(zhǔn)則進(jìn)行考慮:
(1)對接焊縫認(rèn)可任何接頭類型上的對接焊縫,支管連接除外。
(2)對接焊縫不認(rèn)可角焊縫,反之亦然。
(3)管子對接焊縫認(rèn)可角度大于等于60°的支管接頭,對支管焊縫而言,其認(rèn)可范圍以支管的外徑為基礎(chǔ)。
(4)如果生產(chǎn)中的焊縫類型不能被對接焊縫或角焊縫認(rèn)可或支管連接小于60°時,如果有規(guī)定對此類焊工進(jìn)行評定(例如產(chǎn)品標(biāo)準(zhǔn)),焊工應(yīng)通過與生產(chǎn)中一致的焊縫類型考試。
必須強調(diào)的是:老標(biāo)準(zhǔn)EN287-1中規(guī)定對接焊縫是可以覆蓋角接焊縫的,而ISO9606-1(2017)中規(guī)定對接焊縫和角接焊縫需要單獨考試,不能互相覆蓋。新標(biāo)準(zhǔn)主要考慮對接焊縫和角接焊縫的操作手法技巧是不一樣的,另外特別是厚板單面焊雙面成型的對接焊縫的第一道焊縫(小電流小電壓)與角接焊縫的第一道焊縫(大電流大電壓)的熱輸入差別比較大,這也與焊接工藝評定ISO15614-1一致[4]。
2.5 母材及填充材料種類
2.5.1 母材的選擇
鋼的熔化焊焊工考試標(biāo)準(zhǔn)ISO9606-1中,取消了以母材作為資質(zhì)證書覆蓋范圍的要求,而將填充材料作為資質(zhì)證書覆蓋范圍依據(jù)之一。雖然按照標(biāo)準(zhǔn)規(guī)定母材的選擇不作為重點考慮因素,但這并不意味母材就不在考慮范圍內(nèi)了,選擇項目時還是要著重考慮工藝的合理性如母材與焊材的匹配。圖1中的焊工考試項目,使用的母材組別按照ISO15608[2]《鋼的分類標(biāo)記體系》歸類為第8組(奧氏體不銹鋼)材料,填充材料選擇的奧氏體不銹鋼焊接填充材料,從工藝角度來講是合情合理的,但是從標(biāo)準(zhǔn)的角度來講,也可以選擇其他種類的不銹鋼母材或者碳鋼母材,只要按照考試標(biāo)準(zhǔn)的要求檢驗合格,該焊工都可獲得合格的焊工資質(zhì)證書。
2.5.2 焊接填充材料的選擇
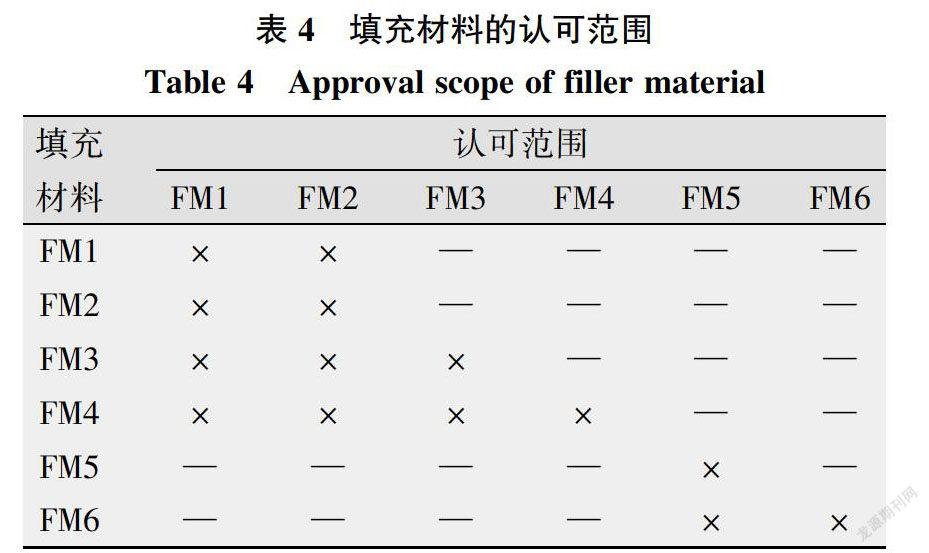
鋼的熔化焊焊工考試標(biāo)準(zhǔn)ISO9606-1中,最大的變化就是將母材的替代轉(zhuǎn)變?yōu)樘畛洳牧系奶娲绫?所示。將填充材料分為6個組別,如FM1組別為非合金鋼(碳鋼)和細(xì)晶粒結(jié)構(gòu)鋼填充材料,屬于此類填充材料的在表3中也給出了實例,如標(biāo)準(zhǔn)ISO2560為碳鋼及細(xì)晶粒結(jié)構(gòu)鋼焊條電弧焊用焊條、ISO14341為碳鋼及細(xì)晶粒結(jié)構(gòu)鋼MAG(135)用實心焊絲、ISO636為碳鋼及細(xì)晶粒結(jié)構(gòu)鋼TIG(141)用實心焊絲和焊棒等,企業(yè)可以根據(jù)所購買焊絲的外包裝上或材質(zhì)單中的相關(guān)標(biāo)準(zhǔn)號來確認(rèn)屬于哪一類填充材料。
焊工獲得了某組別中一種填充材料的認(rèn)可,也就獲得了該組別中所有填充材料和表4 規(guī)定的其他組別填充材料的認(rèn)可,比如當(dāng)焊工取得具有FM1組別的焊工資質(zhì)證書時,此焊工也就同時具有了焊接FM2組別填充材料的認(rèn)可。由表4可知,對于填充材料FM1和FM2組別可以互相認(rèn)可,比如某企業(yè)在實際生產(chǎn)時,焊材種類既有碳鋼ER-50的焊絲又有高強鋼ER-80的焊絲,那么根據(jù)表4的覆蓋范圍,企業(yè)只需要選擇兩種焊絲中的一種取得焊工資質(zhì)即可。又如圖1中的焊工資質(zhì),該資質(zhì)中涉及的填充材料屬于不銹鋼填充材料組別FM5,在實際生產(chǎn)中如果該企業(yè)有不同于該資質(zhì)情況,如不同于考試的其他類型的不銹鋼填充材料、不銹鋼母材種類與焊工資質(zhì)中的母材種類不同、母材是碳鋼及不銹鋼的異種鋼焊接,該資質(zhì)仍然有效,均不需要再重新取得焊工資質(zhì)證書。
2.6 尺寸的覆蓋范圍
企業(yè)的產(chǎn)品中多數(shù)以板材和管材為主且會涉及到不同的材料厚度和管外徑,所涉及的焊縫類型包括對接焊縫和角接焊縫,在2.4節(jié)中提到對接焊縫和角接焊縫不能互相覆蓋,所以在考慮焊工考試項目時應(yīng)著重考慮對接焊縫熔覆金屬厚度覆蓋范圍、角接焊縫厚度覆蓋范圍以及管子直徑覆蓋范圍。
2.6.1 對接焊縫熔覆金屬厚度覆蓋范圍
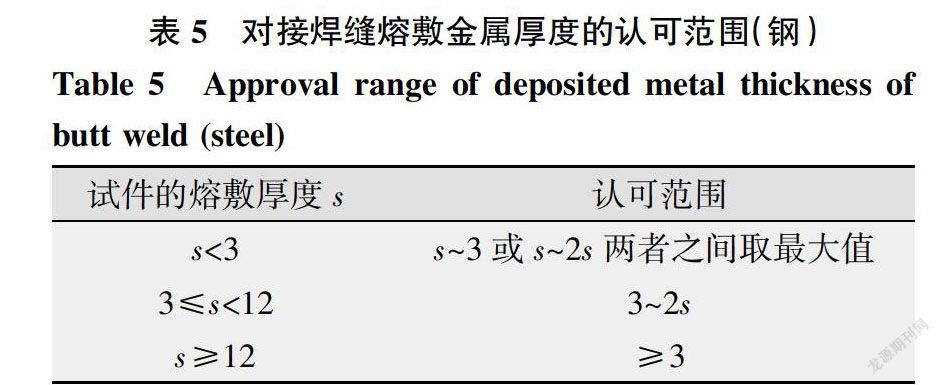
在鋼的熔化焊焊工考試標(biāo)準(zhǔn)ISO9606-1中,將之前的EN287-1標(biāo)準(zhǔn)中對接焊縫以母材厚度的替代更改為以熔敷金屬的厚度s(熔覆金屬厚度是指除余高以外部分熔覆金屬的厚度,全熔透情況下則等于母材厚度)為覆蓋范圍的依據(jù)之一,如表5所示,這種情況也說明了焊工在對接焊縫考試過程中,無論采用何種板厚進(jìn)行焊接,所考慮的不再是母材的厚度而是熔敷金屬的厚度,如焊工考試采用t=14 mm的對接焊縫,而實際焊接時熔深只要求達(dá)到s=10 mm即可,則認(rèn)可范圍按熔敷金屬厚度10 mm計算,按照表5認(rèn)可范圍就是3~20 mm。另外一種情況,對于全熔透對接焊縫而言,熔敷金屬的厚度就等于母材厚度,也就是說焊工考試時,若焊工考取一個1 mm及一個12 mm的全熔透對接焊縫,則認(rèn)可范圍為大于等于1 mm所有的板材對接全熔透焊縫[5]。
2.6.2 角接焊縫厚度覆蓋范圍
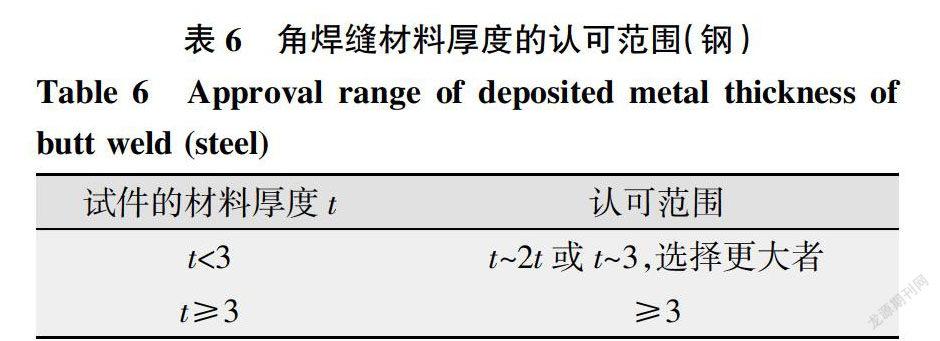
角接焊縫的認(rèn)可范圍仍然以母材的厚度作為資質(zhì)證書覆蓋范圍的依據(jù)之一,但是不同之處在于對于板厚t<3 mm的板材,ISO9606-1的最新標(biāo)準(zhǔn)中對于認(rèn)可的范圍有所變化,認(rèn)可范圍如表6所示,例如考試試件選擇尺寸2 mm,認(rèn)可范圍為2~4或者2~3 mm,根據(jù)最新規(guī)定可以選擇最大覆蓋范圍為2~4 mm。在實際應(yīng)用中如某企業(yè)角焊縫尺寸有1 mm、1.5 mm、8 mm三種,那么在焊工考試項目制定時選擇一個焊工考試項目是無法滿足要求的,可選擇兩個考試項目:一個1 mm的角接焊縫(覆蓋范圍1~3 mm),這樣1.5 mm材料就在范圍內(nèi);再選擇一個8 mm的角焊縫(覆蓋范圍為≥3 mm),8 mm材料就在范圍內(nèi)了。
2.6.3 管子直徑覆蓋范圍
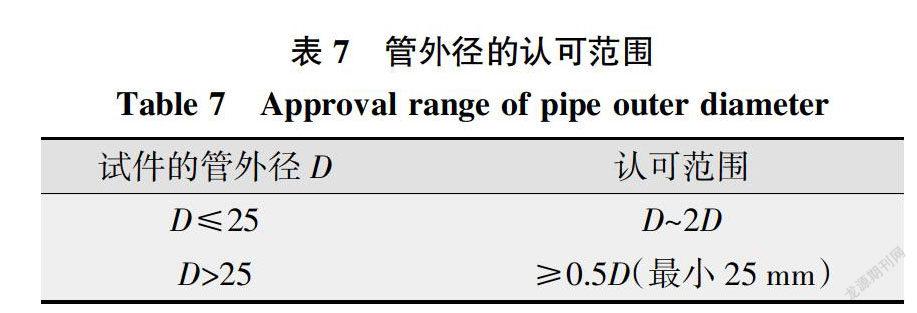
管子直徑的認(rèn)可范圍是以管外徑作為資質(zhì)證書覆蓋范圍的依據(jù),覆蓋范圍如表7所示,需強調(diào)的是當(dāng)管子外徑D>25 mm時,應(yīng)該考慮如何理解表7中認(rèn)可范圍中括號內(nèi)的最小25 mm。比如考試時選擇管徑為60 mm,根據(jù)表7認(rèn)可范圍為≥30 mm;若選擇管外徑為40 mm時,根據(jù)表7確認(rèn)覆蓋范圍為≥20 mm,但實際上應(yīng)為≥25 mm。另外應(yīng)注意的是,根據(jù)標(biāo)準(zhǔn)中的第6.2條款,在管子考試時,從檢驗角度來講,為了滿足檢驗長度要求,如果管子周長小于150 mm(管徑23~47 mm),需要增加考試試件數(shù)量,但試件數(shù)量不得超過3個。
2.7 焊接位置
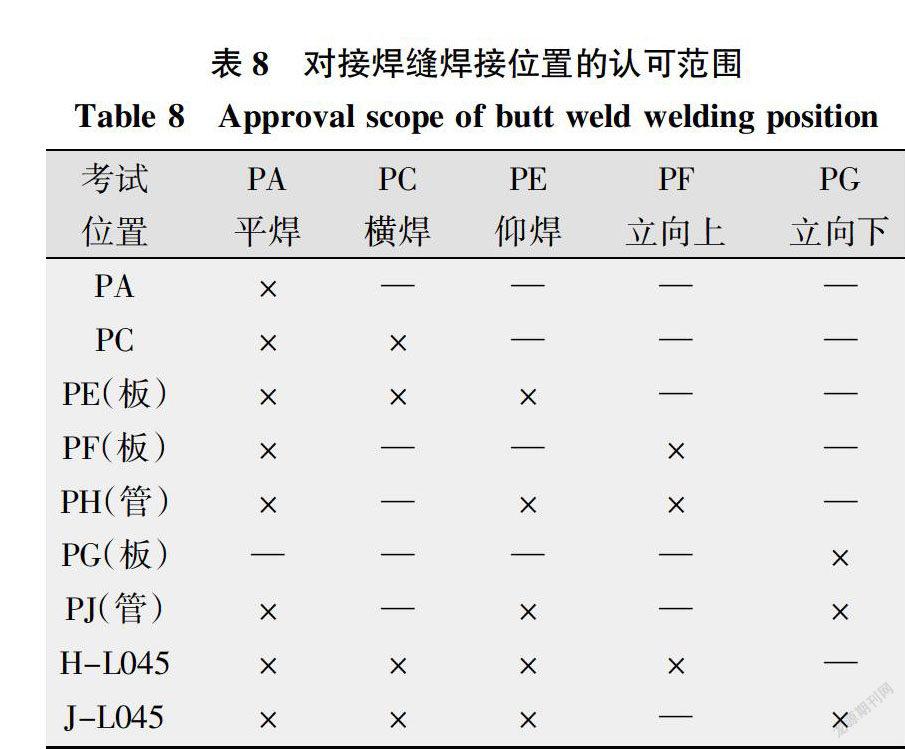
鋼的熔化焊焊工考試標(biāo)準(zhǔn)ISO9606-1中,焊接位置的認(rèn)可范圍發(fā)生了變化,如表8所示,焊接位置的表示方法依據(jù)ISO6947[3]。企業(yè)在焊接產(chǎn)品時,通常會考慮利用翻轉(zhuǎn)裝置將焊接位置控制在平焊(PA)位置,降低焊接操作難度及提高效率并保證產(chǎn)品質(zhì)量;但對于某些特殊產(chǎn)品可能無法翻轉(zhuǎn),就會涉及到立焊(PF)或仰焊(PE)等難度較高的焊接位置,所以企業(yè)在選擇焊工考試項目時應(yīng)根據(jù)焊接位置的認(rèn)可范圍,選擇產(chǎn)品中難度相對較高的一個進(jìn)行即可,但必須注意的是(見表8)全位置(PH)可以覆蓋PA、PF和PE,但是從實用性的角度考慮,如果實際產(chǎn)品中僅有個別焊接位置如PA和PF,則選擇PF焊接考試位置(可以覆蓋PA)即可,而沒有必要選擇難度較高的PH,雖然PH覆蓋范圍較廣,但可能會導(dǎo)致焊工未曾接觸過而增加學(xué)習(xí)時間及成本。
角接焊縫的焊接位置主要涉及平角焊(PB)、立角焊(PF)和仰角焊(PD),在此標(biāo)準(zhǔn)中規(guī)定,立角焊PF和仰角焊PD不能互相覆蓋,且立角焊PF和仰角焊PD分別都只能夠覆蓋平角焊PB。
2.8 焊縫細(xì)節(jié)
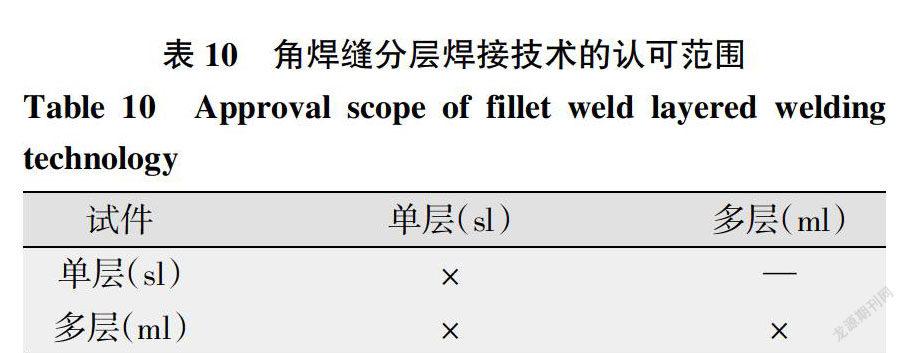
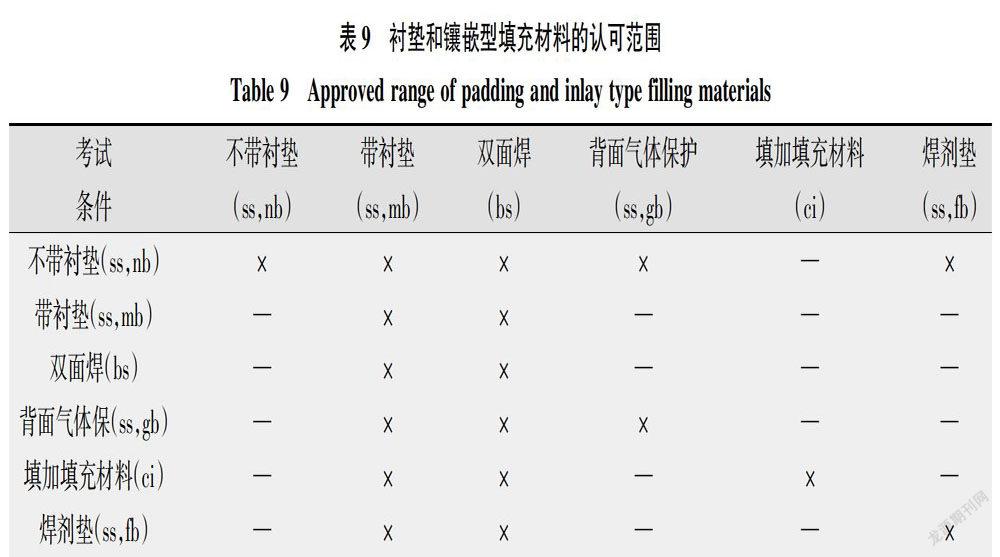
焊縫的細(xì)節(jié)主要是從兩個方面進(jìn)行考慮:一是針對對接焊縫,主要考慮是否增加襯墊等,從操作難度角度來進(jìn)行考慮,如表9所示,當(dāng)焊工考試不帶襯墊ss nb(單面焊雙面成型),可以覆蓋帶襯墊ss mb及雙面焊bs等,反之不行。二是針對角接焊縫,從層道數(shù)方面進(jìn)行考慮,按照表10所示,多道焊縫(ml)可以覆蓋單道焊縫(sl),但單道焊縫不能覆蓋多道焊縫(ml)。
3 結(jié)論
為適應(yīng)國內(nèi)企業(yè)國際化需求,國內(nèi)以焊接為主的行業(yè)如軌道車輛行業(yè)陸續(xù)都通過了EN15085《軌道車輛以及車輛部件的焊接》焊接生產(chǎn)制造資格認(rèn)證、鋼結(jié)構(gòu)制造企業(yè)陸續(xù)通過了EN1090-2《鋼結(jié)構(gòu)的生產(chǎn)制造》焊接生產(chǎn)制造資格認(rèn)證等,這些資質(zhì)認(rèn)證的前提條件就是人員資質(zhì)要求,其中一項非常重要的人員資質(zhì)就是企業(yè)從事焊接生產(chǎn)的焊工需要按照ISO9606標(biāo)準(zhǔn)取得相應(yīng)的焊工資格證書,企業(yè)焊接工程師或技術(shù)人員應(yīng)當(dāng)了解認(rèn)識ISO9606-1(2017)標(biāo)準(zhǔn)的內(nèi)容,可以更好地選擇合理恰當(dāng)?shù)暮腹た荚図椖浚詽M足企業(yè)國際化認(rèn)證的需求以及客戶要求,達(dá)到最佳的經(jīng)濟性以及最少的消耗。
參考文獻(xiàn):
[1] ISO9606-1:2017,Qualification testing of welders-Fusionwelding-Part 1:Steels.
[2] ISO15608:2013,Welding—Guidelines for a metallic ma-terials grouping system.
[3] ISO6947:2011,Welding and allied processes—Weldingpositions.
[4] 邵輝. 鋼與鋁熔化焊焊工考試標(biāo)準(zhǔn)解析[J]. 焊接,2016(6):66-68.
[5] ISO15614-1:2017,Specification and qualification of wel-ding procedures for metallic materials-Welding proceduretest—Part 1:Arc and gas welding of steels and arc weldingof nickel and nickel alloys.
熱門文章
-
寵物智能喂食器CE認(rèn)證
2025年7月14日
-
清洗機CE認(rèn)證
2025年7月7日
-
海灣阿聯(lián)酋迪拜DCL認(rèn)證
2025年7月6日
-
迪拜阿聯(lián)酋DCL認(rèn)證解析
2025年7月6日
-
洗衣機CE認(rèn)證怎么做
2025年7月3日
-
EAD 120001-01-0106道路反光材料ETA認(rèn)證
2025年7月3日
-
蓄電美甲機打磨機
2025年7月1日
-
3D打印機出口歐盟怎么做
2025年6月30日
-
充電寶的CE認(rèn)證
2025年6月27日
-
風(fēng)電塔筒無粘結(jié)體外索ETA認(rèn)證 EAD 160004-00-0301
2025年6月27日
 獲取更多資訊
獲取更多資訊
